

Why Sterling Silver Fabrication Needs a Specific Type of Rolling Mill
- Material Composition: Sterling silver is the undisputed workhorse of the mid-tier jewelry industry, alloyed with 7.5% copper to balance extreme ductility (when annealed) with excellent tensile strength (when work-hardened).
- The Copper Complication: That copper content introduces a metallurgical challenge known as cupric oxide, or “fire scale,” which forms a hard, dark, and abrasive layer when the metal is heated with a torch.
- Roller Hardness Requirement: If a rolling mill lacks sufficient hardness (HRC 62+), rolling silver that hasn’t been perfectly pickled and scrubbed will allow the abrasive fire scale to microscopically pit the steel.
- Surface Integrity: Over time, an inferior mill will lose its mirror finish, transferring a matte, dull texture to every subsequent piece of silver processed.
- Versatility in Fabrication: A dedicated sterling mill must be a robust combination unit to handle two primary tasks:
- Sheet Processing: Breaking down thick ingots into sheet metal for items like cuffs.
- Wire Drawing: Offering deep, precision-cut V-grooves for creating the kilometers of square wire required for traditional silversmithing and chain fabrication.
Key Technical Specs for Sterling Silver Applications
Roller hardness and a wide array of V-grooves are the lifeblood of a sterling fabrication shop.
| Specification | Recommended Range | Why It Matters for Sterling Silver |
| Roller Hardness | HRC 62 to 64 | Protects the rollers from being scored by microscopic cupric oxide (fire scale) left over from the annealing process. |
| Roller Configuration | Combination (Flat/Wire) OR Dedicated Flat | General sterling jewelers require combination rollers to switch between sheet and heavy wire for ring shanks. However, silversmiths specializing exclusively in heavy cuffs, large pendants, or die-striking need a dedicated 100% flat mill to maximize unblemished surface area and roller mass. |
| Gear Ratio | 4:1 to 5:1 | Sterling is highly ductile but work-hardens rapidly. A 5:1 ratio easily powers through the resistance of a cold-forged silver ingot. |
Top 3 Rolling Mill Recommendations for Sterling Silver Fabrication
Engineered to handle the unique properties and oxides of 925 silver:
1. Combination Rolling Mill 130MM(L)65MM(D) – JYBS

- Specs: 130mm combination width (63mm flat area, 9 square wire grooves, 3 half-round grooves), 4:1 Gear Ratio, Induction Hardened to 65 HRC.
- Verdict: The ultimate heavy-duty workhorse for the silver studio. The exceptional 65 HRC roller hardness effortlessly defends against the abrasive cupric oxide (fire scale) inherent in sterling fabrication. Paired with a 4:1 reduction gearbox machined from aircraft-quality aluminum and precision-hobbed solid steel gears, it smoothly steps down silver ingots to 1.0mm wire without ever compromising the mirror finish.
2. Flat Rolling Mill 130MM(L)65MM(D) – JYBS

- Specs: 130mm dedicated flat width, 65mm Roller Diameter, 4:1 Gear Ratio, Solid precision cast steel construction.
- Verdict: The ultimate specialized tool for silversmiths who do not draw wire but focus entirely on heavy sheet fabrication, wide cuffs, and large belt buckles. While a combination mill is the standard for generalists, stripping away the wire grooves gives you a full 130mm of flawless, mirror-polished flat rolling real estate. This maximized structural mass, combined with the solid steel construction, provides the absolute rigidity required to maintain perfectly even thickness across wide, work-hardened sterling plates without the mill buckling under high-pressure cold forging.
3. Durston® Mini Rolling Mills Agile C110

- Specs: 110mm combination width (50mm flat area, 9 square grooves, 4 half-round grooves), 4:1 Gear Ratio, Fully supported self-lubricating bearings.
- Verdict: The peak choice for jewelers making precision filigree and fine wirework. The Agile C110’s fully supported bearing blocks deliver the best possible rolled finish, while the maintenance-free, self-lubricating system and specially constructed gears make rolling incredibly smooth. This flawless mechanical action provides the exact tactile feedback needed to feel exactly when your thin sterling wire is work-hardening and requires annealing.
Maintenance Tips for Sterling Silver Workshops
To maintain the precision and longevity of your rolling mill when working with sterling silver, follow these critical workshop practices:
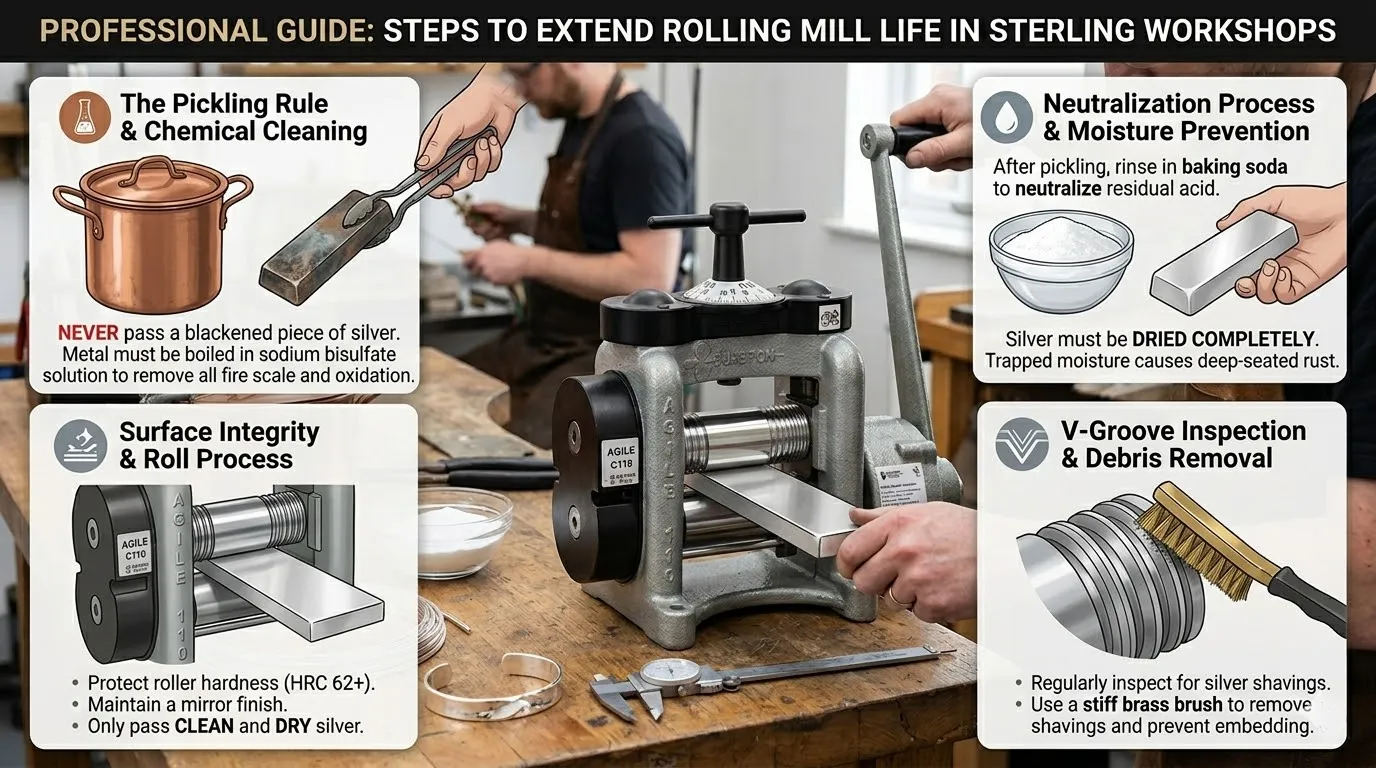
- The Pickling Rule: Your pickling pot is your rolling mill’s best friend; never pass a blackened, torch-fired piece of sterling silver through the rollers.
- Chemical Cleaning: Metal must be boiled in a sodium bisulfate pickle solution to remove oxidation and fire scale before it touches the steel.
- Neutralization Process: After pickling, the silver must be rinsed in baking soda to neutralize the residual acid.
- Moisture Prevention: Silver must be dried completely before rolling; if wet silver is used, high pressure forces trapped moisture into the steel’s pores, causing deep-seated rust.
- V-Groove Inspection: Regularly inspect the V-grooves for tiny shavings of silver that can accumulate during the drawing process.
- Debris Removal: Use a stiff brass brush to remove silver shavings, preventing them from embedding into the surface of your next wire draw.
Frequently Asked Questions about Sterling Silver Tools
- Q: Why are the edges of my sterling silver sheet cracking like a saw blade?
- A: You are suffering from extreme work-hardening. You must anneal the sterling more frequently. Additionally, if your initial poured ingot had porous, rough edges, you must forge them smooth with a hammer before rolling.
- Q: Does rolling sterling silver make it harder?
- A: Yes. The process of cold-rolling compresses the crystalline lattice of the alloy. This increases the metal’s yield strength, making it springy and rigid (perfect for ring bands or ear wires).
- Q: How can I tell if my silver needs annealing just by using the mill?
- A: The mill will tell you. When the crank handle suddenly requires significantly more force to turn, or if the silver starts to aggressively curve upward as it exits the rollers, it has reached its maximum tensile limit.
- Q: Will rolling over fire scale ruin my mill?
- A: It won’t break the machine, but it will ruin the mirror finish of your rollers over time. Fire scale (cupric oxide) is an abrasive ceramic-like compound that will dull polished steel.
- Q: Can I roll fine silver (999) on the same mill?
- A: Absolutely. Fine silver is incredibly soft (“dead soft”) and will roll like butter. Just ensure the rollers are perfectly clean so you don’t press sterling oxides into your pure silver.
Ready to upgrade your Sterling Silver Fabrication setup?
Get a Quick Quote. Our team will provide a detailed quote sheet within 3 hours.