

Why Brass & Copper Crafters Need a Specific Type of Rolling Mill
- Base Metal Material Characteristics: Working with base metals like brass, copper, and bronze is fundamentally different from working with fine silver or high-karat gold.
- Work-Hardening Traits: Base metals are notoriously tough and possess aggressive work-hardening characteristics.
- Crystalline Lattice Transformation: When you roll a piece of brass, its crystalline lattice compresses and locks up almost instantly, transforming it from a ductile sheet into a rigid, spring-like material after just one or two passes.
- Equipment Compatibility Issues: If you attempt to roll brass or bronze on a cheap, direct-drive jewelry mill, you will be fighting the metal the entire time.
- Mechanical Advantage Requirements: The extreme tensile strength of work-hardened copper alloys requires a mill with a massive mechanical advantage.
- Gear Ratio Standards: A 5:1 or 6:1 gear ratio is mandatory to push through the resistance without stalling the machine or causing shoulder injuries.
- Surface Area for Large-Scale Work: Furthermore, because base metal artists often create larger objects (like wide cuff bracelets, vessel blanks, or architectural hardware), a narrow 80mm mill is useless.
- Roller Width Necessity: They require exceptionally wide flat rollers.
Key Technical Specs for Brass & Copper Applications
Torque and surface area are the two critical factors when battling base metal work-hardening.
| Specification | Recommended Range | Why It Matters for Base Metals |
| Gear Ratio | 4:1 (Geared) to 1.5HP (Electric) | Brass and bronze fight back. High-torque motors or precision-geared manual systems provide the rotational torque necessary to overcome the metal’s rapid work-hardening curve. |
| Roller Width | 130mm to 160mm | Base metal artists typically work on a larger scale than fine jewelers. Wide rollers are essential for 3-inch cuff bracelets and bowl blanks. |
| Roller Hardness | HRC 60 – 62 | Sufficient for base metals. Extremely hard (HRC 65) rollers are unnecessary and overly expensive since copper and brass will not dent standard hardened steel. |
Top 3 Rolling Mill Recommendations for Brass & Copper Crafters
Built to handle the fast work-hardening nature of base alloys, these mills offer incredible torque:
1. US Made 1HP Double Heads Electric Rolling Mill 130MM – JYBS

- Key Specs: 1HP high-torque motor, Dual-head configuration (dedicated Flat & Wire), 130mm Flat area, 1.0mm–8.0mm Square Wire grooves, 108KG total mass.
- Verdict: The ultimate “Bruiser” for professional copper artists. Forging thick brass ingots requires immense, sustained force that typically exhausts a manual operator. By replacing manual leverage with a high-torque 1HP industrial motor, this 108KG beast provides the consistent crushing power needed to overcome the rapid work-hardening of bronze without physical strain. The dual-head design allows you to switch from 130mm plates to 8.0mm copper wire without a second of downtime.
2. Single Sided 1.5HP Desktop Electric Rolling Mill – JYBS

- Key Specs: 1.5HP (1.125KW) powerful motor, Chrome Steel Rollers (70*140mm), 70KG structural weight, 220V.
- Verdict: Specifically chosen for large-scale vessel makers who require maximum reduction power in a compact footprint. The 1.5HP motor—the highest in its class—delivers the massive rotational torque necessary to push through hard-locked crystalline structures that would stall a standard manual mill. With extra-wide 140mm Chrome Steel rollers and a vibration-dampening 70KG chassis, this mill easily processes wide copper plates with the industrial precision required for architectural hardware.
3. Combination Rolling Mill – JYBS

- Key Specs: 90mm roller width, 4:1 Gear Ratio, 40mm flat area, 1.0mm–5.0mm square wire grooves, 16KG weight.
- Verdict: The “Work-Hardening Specialist” for small-scale crafters and workshop students. While compact, its precision-engineered 4:1 reduction gear provides the critical mechanical advantage needed to manage the initial passes of stiff brass wire with significantly less effort than direct-drive models. It serves as the ideal, high-durability entry point for artists who prioritize frequent annealing cycles and require a versatile, space-saving tool for wire-wrapped copper jewelry or small decorative brass components.
Maintenance Tips for Brass & Copper Workshops
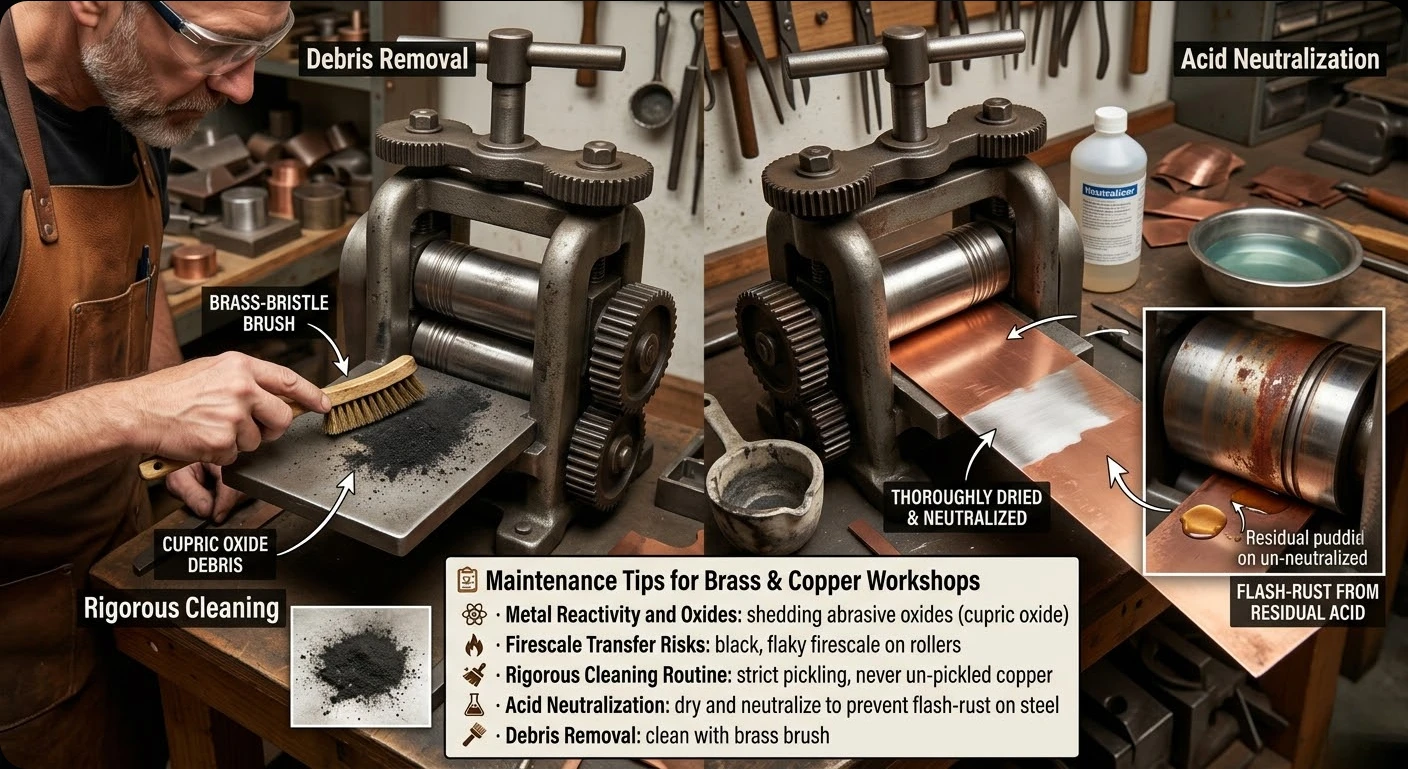
- Metal Reactivity and Oxides: Copper and brass are highly reactive metals that shed abrasive oxides when annealed (specifically cupric oxide).
- Firescale Transfer Risks: Because base metal artists must anneal their work incredibly often, the risk of transferring black, flaky firescale onto the rollers is very high.
- Rigorous Cleaning Routine: You must maintain a rigorous pickling routine. Never put black, un-pickled copper into your mill; the oxides will embed into the steel over time.
- Acid Neutralization: After pickling, ensure the copper is thoroughly dried and neutralized. Any residual acid on the metal will cause flash-rusting on your high-carbon steel rollers within minutes.
- Debris Removal: Keep a brass-bristle brush handy to clean the rollers, as copper dust tends to accumulate rapidly in the chassis.
Frequently Asked Questions about Brass & Copper Tools
- Q: Why does my brass sheet suddenly crack at the edges while rolling?
- A: You have reached the absolute limit of the metal’s ductility. Brass work-hardens so quickly that if you ignore the stiffness and force it through the mill one more time, the edge tension will cause it to fracture. Anneal immediately.
- Q: Can I roll copper wire to make it completely flat?
- A: Yes, passing heavy round copper wire through the flat section of the rollers is a standard technique for creating flat bezel wire or decorative banding.
- Q: Why is the handle so hard to turn when rolling bronze?
- A: Bronze (an alloy of copper and tin) has a much higher yield strength than pure copper. Ensure your mill has at least a 5:1 reduction gear, and always take very shallow passes (less than 10% reduction at a time).
- Q: How often should I anneal copper when rolling?
- A: A good rule of thumb is to anneal after every 30% to 40% reduction in thickness. If the metal springs back or the mill handle becomes noticeably harder to turn, stop and anneal.
- Q: Will rolling copper damage the steel rollers?
- A: No, copper is significantly softer than the mill’s hardened steel. The only danger is rolling copper that still has hard borax flux glass or heavy oxides stuck to the surface.
Ready to upgrade your Brass & Copper crafting setup?
Get a Quick Quote. Our team will provide a detailed quote sheet within 3 hours.