

Why Bimetal Cladding Needs a Specific Type of Rolling Mill
- Fabricating bimetal: Fabricating bimetal (such as 22K gold diffusion-bonded to a sterling silver base, or traditional gold-filled stock) is an unforgiving process.
- Solid-state welding: You are not just reducing the thickness of an alloy; you are relying on the rolling mill to physically compress two distinct metals so tightly that they undergo solid-state welding or sweat-soldering without shearing apart.
- Roller deflection: If the rolling mill has even 0.02mm of deflection (bending) in its top roller, the pressure applied to the bonded billet will be uneven.
- Differing elongation: The side with less pressure will experience a differing rate of elongation, causing the precious gold layer to ripple, blister, or suffer complete delamination (peeling) from the base metal.
- Dedicated flat mill: A rolling mill used for cladding must be a dedicated flat mill.
- Wire grooves liability: Wire grooves are a liability, as they subtract from the structural mass of the roller, increasing the chance of microscopic bending.
- Critical metrics: Zero-tolerance parallelism and massive downward torque are the only metrics that matter.
Key Technical Specs for Bimetal Applications
When your goal is permanently bonding dissimilar metals, pressure uniformity is your only safeguard.
| Specification | Recommended Range | Why It Matters for Bimetal Cladding |
| Roller Parallelism | Zero-Tolerance Calibration | If the rollers are not perfectly parallel, the bonded metals will elongate at different rates, causing the gold layer to shear off the silver or brass base. |
| Roller Configuration | 100% Flat Rollers | Wire V-grooves reduce the usable width and the structural integrity of the roller. Cladding requires maximum, uninterrupted surface area. |
| Gear Ratio | 4:1 to 5:1 (Depending on Billet Size) | Bonding requires a heavy first pass to “set” the diffusion bond. A 5:1 ratio or electric drive is ideal for industrial-sized blocks, while a high-quality 4:1 ratio provides ample smooth, crushing force for standard studio-scale bimetal sheets without stalling. |
Top 3 Rolling Mill Recommendations for Bimetal Cladding
Designed to deliver absolute, unwavering pressure, these mills ensure your clad metals never delaminate:
1. 1.5HP 2 Heads Electric Rolling Mill – JYBS

- Specs: 1.5HP (1100W) electric motor, 140mm roller width, oversized 67mm roller diameter, massive 177kg (390lb) industrial build.
- Verdict: The ultimate heavy-duty solution for solid-state welding and sweat-soldering thick billets. While manual mills rely on exhausting gear ratios to generate torque, this 177kg electric behemoth uses its 1.5HP motor to deliver absolute, continuous downward pressure. The massive 67mm roller diameter prevents the microscopic top-roller deflection (bending) that causes uneven compression. This smooth, immense crushing force guarantees the diffusion bond is set perfectly on the first pass, completely eliminating the halting pressure of manual cranking that often triggers delamination.
2. Durston® Double Sided Powered Rolling Mills TUI 130

- Specs: Double-sided powered configuration, 130mm roller length, 65mm roller diameter, robust 160kg chassis.
- Verdict: The premier choice for professional studios fabricating gold-filled sheet. By utilizing a double-sided electric design, you have dedicated rollers for flat sheet processing without compromising the structural integrity of the cylinder. The motorized feed pulls the bimetal block through at a perfectly consistent speed. This constant velocity is critical for bimetal cladding, allowing the precious gold layer and the base metal to elongate evenly together without blistering or shearing apart.
3. Flat Rolling Mill 130MM(L)65MM(D) – JYBS

- Specs: 130mm dedicated flat width, 65mm roller diameter, 4:1 Gear Ratio, solid metal construction.
- Verdict: The top manual choice for precision bench jewelers working with standard-sized bimetal billets. While processing massive industrial ingots requires 5:1 gearboxes or electric power, a dedicated 100% flat surface is actually the highest priority for independent studios to prevent delamination. By intentionally removing all wire V-grooves, this mill maximizes the structural mass of the 65mm roller. This zero-tolerance parallelism ensures the torque generated by the 4:1 gearbox is distributed perfectly symmetrically from edge to edge, providing the exact compression needed to let sweat-solder flow evenly without shear stress.
Maintenance Tips for Bimetal Workshops
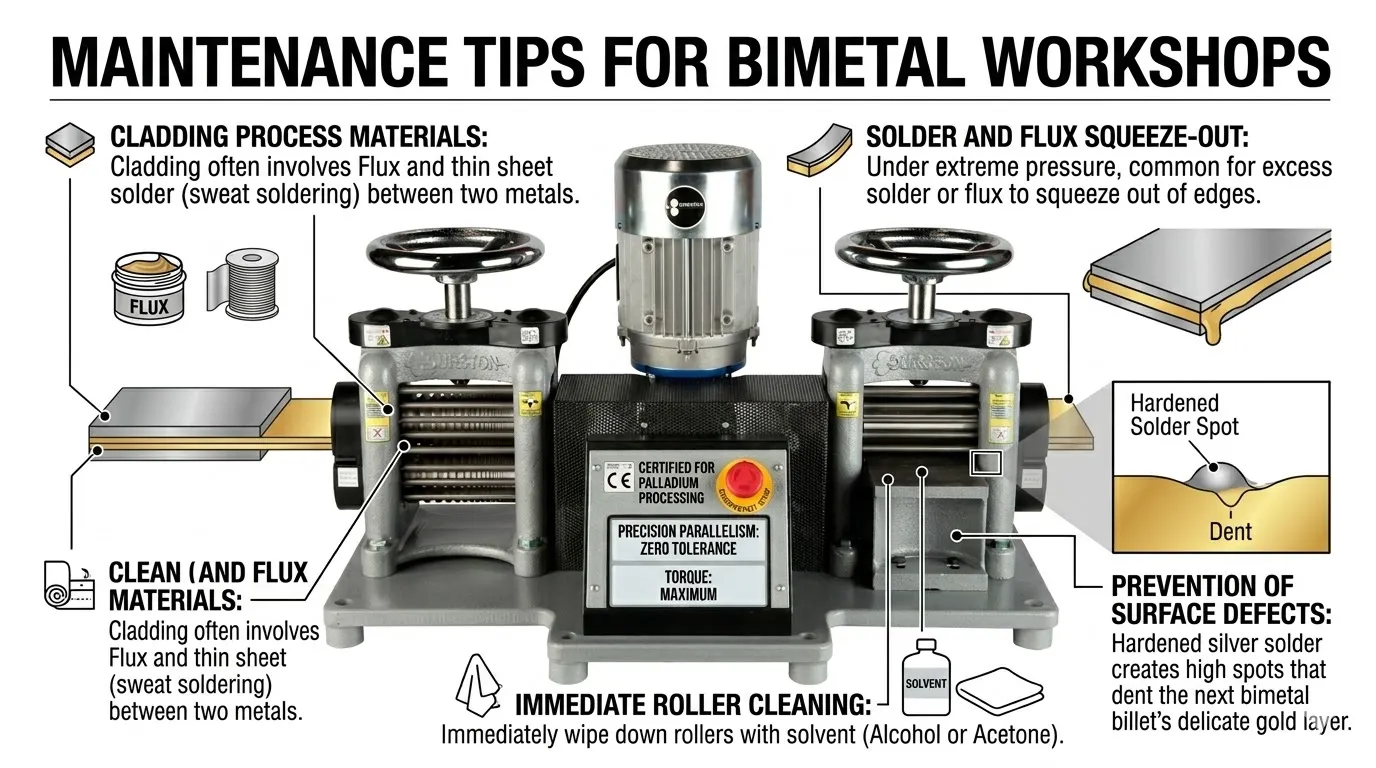
- Cladding Process Materials: The cladding process often involves flux and thin layers of sheet solder (sweat soldering) between the two metals.
- Solder and Flux Squeeze-out: When the billet is compressed in the mill, it is common for excess solder or flux to squeeze out of the edges under extreme pressure.
- Immediate Roller Cleaning: You must immediately wipe the rollers down with a solvent (like alcohol or acetone).
- Prevention of Surface Defects: If hardened silver solder is allowed to remain on the steel rollers, it will create a high spot that will dent the delicate gold layer of your next bimetal billet.
Frequently Asked Questions about Bimetal Cladding Tools
- Q: Why did my gold layer peel off the silver base when rolling?
- A: This is delamination. It occurs either because the initial heat-bond was weak (poor fluxing/soldering), or because the rolling mill applied uneven pressure, causing shear stress between the two metals.
- Q: Should I cross-roll my bimetal sheet?
- A: Yes, cross-rolling (rotating 90 degrees) is highly recommended. It ensures the grain structures of both the gold and the base metal elongate evenly in all directions, reducing the chance of curling.
- Q: Can I use a combination mill to make gold-filled wire?
- A: Making clad wire is incredibly difficult in a V-groove mill because the diagonal pressure often shears the gold layer off the brass core. Clad wire is traditionally made by drawing through carbide plates, not rolling.
- Q: How much should I reduce the bimetal billet on the first pass?
- A: The first pass should be heavy (up to 15% reduction) to physically lock the sweat-solder or diffusion bond in place. Subsequent passes should be lighter to prevent work-hardening fractures.
- Q: Does the hardness of the base metal matter?
- A: Absolutely. If you clad 22K gold to a hard bronze base, the bronze will resist rolling while the gold stretches instantly, tearing the gold layer. Try to match the ductility of your clad layers (e.g., 18K gold over sterling silver).
Ready to upgrade your Bimetal & Gold-Filled Cladding setup?
Get a Quick Quote. Our team will provide a detailed quote sheet within 3 hours.