

Choosing a draw plate involves more than just reducing diameter. It is the heart of your wire production, defining size accuracy, surface quality, and long-term tooling costs. Selecting the wrong tool leads to wire breakage, surface scratches, and expensive downtime. Whether for a jewelry studio or industrial production, the right choice is a critical investment in your efficiency.
Step 1: Defining Your Application Scenario
Before browsing catalogs, you must define your specific needs. Not all metals behave the same way under pressure.
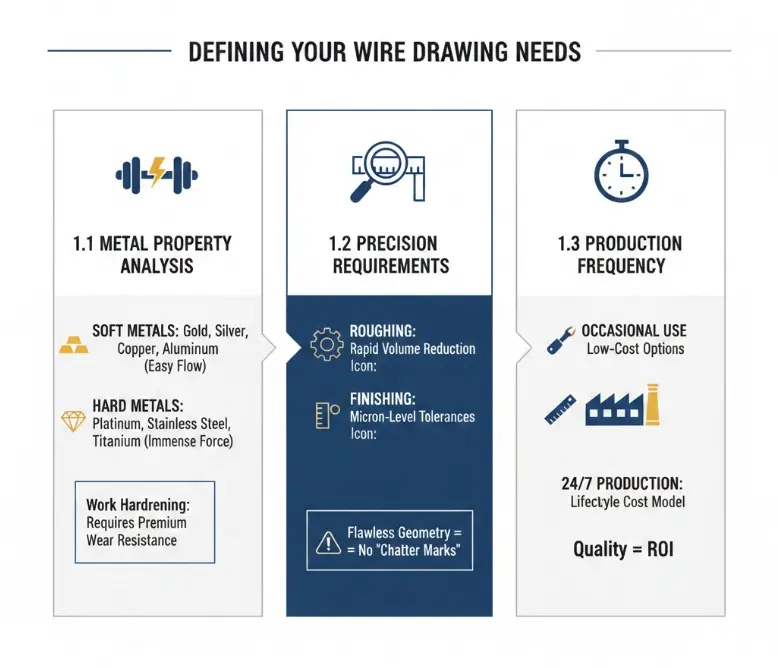
1.1 Metal Property Analysis
Your material choice dictates the stress on the die.
- Soft Metals: Gold, silver, copper, and aluminum flow easily.
- Hard Metals: Platinum, stainless steel, and titanium require immense force.
Work hardening is your biggest hurdle. As you pull wire, the molecular structure compresses and hardens. If your draw plate cannot handle this increased friction, the die hole will deform or gall. Harder alloys require premium wear resistance.
1.2 Precision Requirements
Are you roughing or finishing?
Roughing focuses on rapid volume reduction. Finishing requires micron-level tolerances. For precision work, the die geometry must be flawless. Even a tiny deviation in the internal cone results in “chatter marks” on your finished wire.
1.3 Production Frequency
How often do you draw?
- Occasional use: Low-cost options work fine.
- 24/7 Production: You need the “unit price vs. lifecycle cost” model. A cheap plate that lasts a month is far more expensive than a premium plate that lasts five years.
Step 2: Choose the Right Draw Plate Material
The material is the soul of the tool. Match it to your volume and budget.
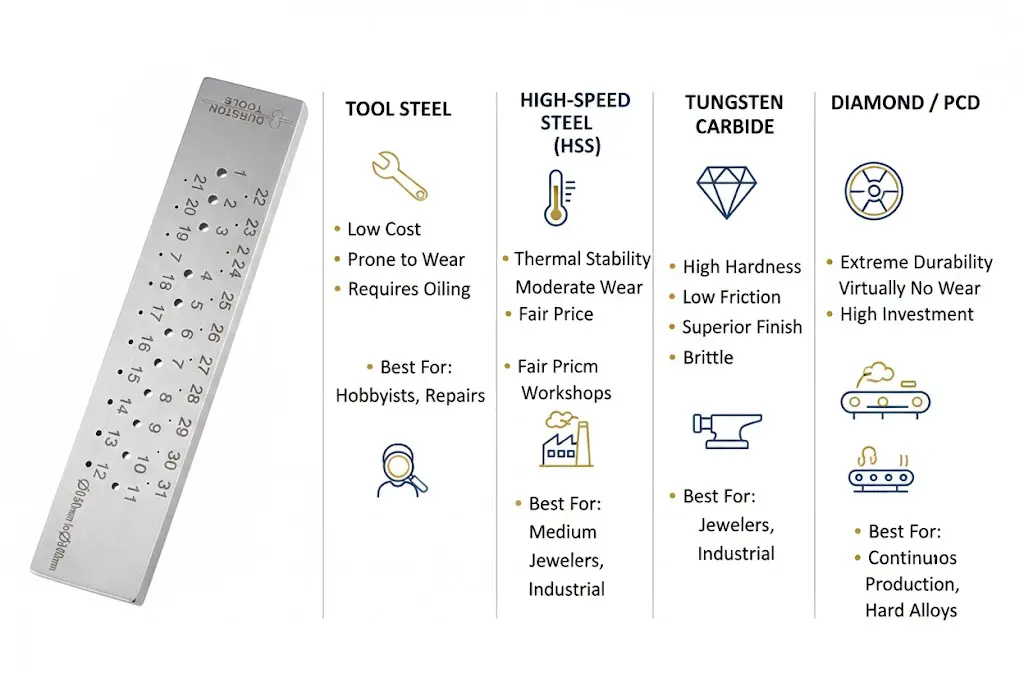
Tool Steel
This is the entry-level choice. It offers an extremely low cost and is easy to find. However, it is prone to wear. It requires frequent oiling to prevent rust.
- Best for: Beginners, DIY hobbyists, or very low-frequency repairs.
High-Speed Steel (HSS)
HSS provides better thermal stability. It handles the heat generated during faster pulls. It offers moderate wear resistance at a fair price.
- Best for: Medium-sized workshops or small-batch production.
Tungsten Carbide
Tungsten carbide is the industry standard. It features high hardness and incredibly low friction. It produces a superior surface finish. It is brittle, so avoid dropping it on concrete.
- Best for: Professional jewelers and industrial environments.
Diamond / PCD (Polycrystalline Diamond)
PCD is the king of durability. It offers virtually no wear even with hard alloys. The initial investment is high. It pays for itself in high-volume industrial lines.
- Best for: Continuous production and high-carbon steel.
Step 3: Key Technical Indicators Affecting Performance
When purchasing, you should focus on evaluating the following technical parameters. These figures distinguish a professional tool from a hobbyist one.
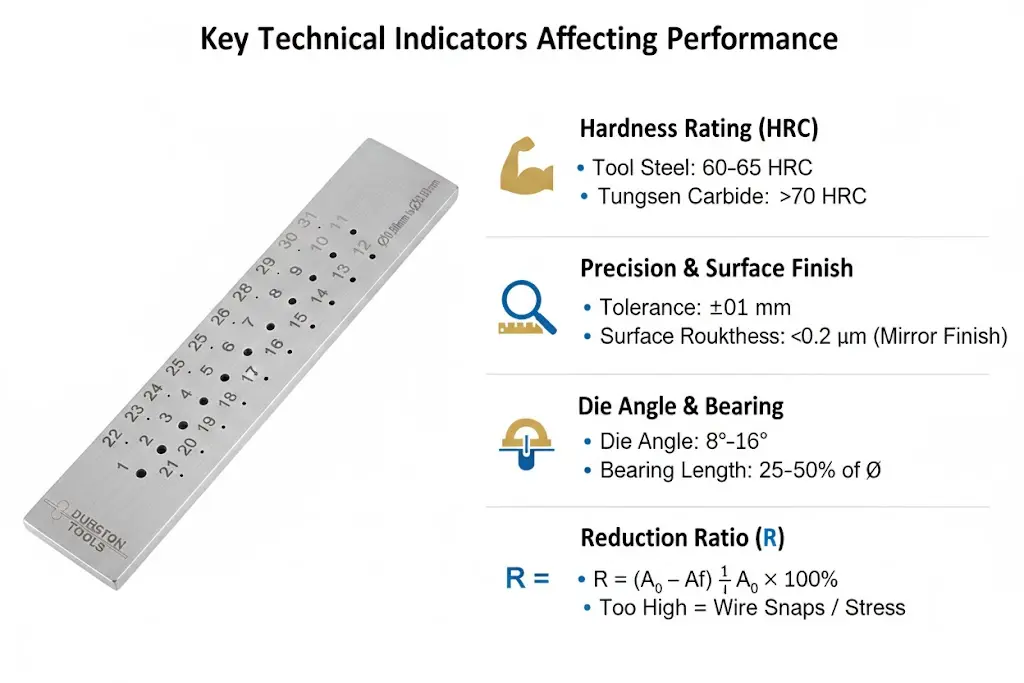
3.1 Hardness Rating (HRC)
Hardness determines how long the hole stays true to size.
- For effective performance, a tool steel draw plate should have a minimum hardness of 60–65 HRC.
- Tungsten Carbide plates typically exceed 70 HRC (or 1500–2000 HV), ensuring high-frequency industrial stability.
3.2 Precision and Surface Finish
- Tolerance: For precision applications, hole tolerances must be maintained within ±0.01 mm.
- Surface Roughness (Ra): A surface roughness lower than 0.2 µm significantly reduces friction. This mirror finish is the only way to avoid wire scratching and prevent metal buildup.
3.3 Die Angle and Bearing
- Die Angle: Generally ranging between 8°–16°. This angle influences drawing force and the efficiency of lubricant flow.
- Bearing Length: Crucial for balancing frictional resistance with dimensional stability. It is typically 25% to 50% of the hole diameter.
3.4 Reduction Ratio
The reduction ratio determines how much the cross-section shrinks.
Use the formula:
R = (A0 – Af) / A0 × 100%
If R is too high, the wire snaps. Excessive reduction creates massive internal stress.
Step 4: Structural Design and Configuration Details

Hole Shape Logic
Round holes are the most versatile. If you need square or semi-circular wire, remember that irregularly shaped holes have higher friction points at the corners. They require slower drawing speeds.
Hole Count and Spacing
Plates typically feature between 3 to 24 holes. Ensure the spacing is sufficient to prevent wire interference. A scientific progression avoids “jumping” sizes, which damages the wire.
Lubrication Compatibility
The entrance must be tapered. This design carries dry powder or oil lubrication into the high-pressure zone. Without a “lubricant pocket,” the die will fail quickly.
Step 5: How to Judge Quality Before Buying
Use this checklist before you commit:
- Mirror Surface Inspection: Hold the plate to the light. Look for fine circular marks. The walls should be smooth as glass.
- Alignment Accuracy: Ensure the centerlines of multiple holes are on the same plane. Off-center holes cause the wire to “curl.”
- Identification Consistency: Engravings should be clear. Check if the numbers are wear-resistant.
- Hardness Consistency: Ensure individual holes do not suffer from “soft spots” which lead to premature failure.
Supplier and Purchasing Considerations
Reliable suppliers offer more than just a tool. Always ask:
- Do they provide full technical specifications?
- Is material certification available for the carbide or steel?
- Do they support after-sales repair or repolishing?
- Is customization available for specific hole shapes?
- A quality supplier acts as a partner. They provide application tips, not just a price tag.
Summary
The Optimal Choice is a simple equation:
Material (Hardness Match) + Precision (Application Match) + Frequency (Lifespan Match) + Budget (ROI).
If you are looking for professional-grade reliability, explore our full range of precision tools. Visit the JYBS official website to find the perfect draw plate for your next project. Choose quality. Pull with confidence.